The research was complete enough to start making a decisions regarding our approach to the model.
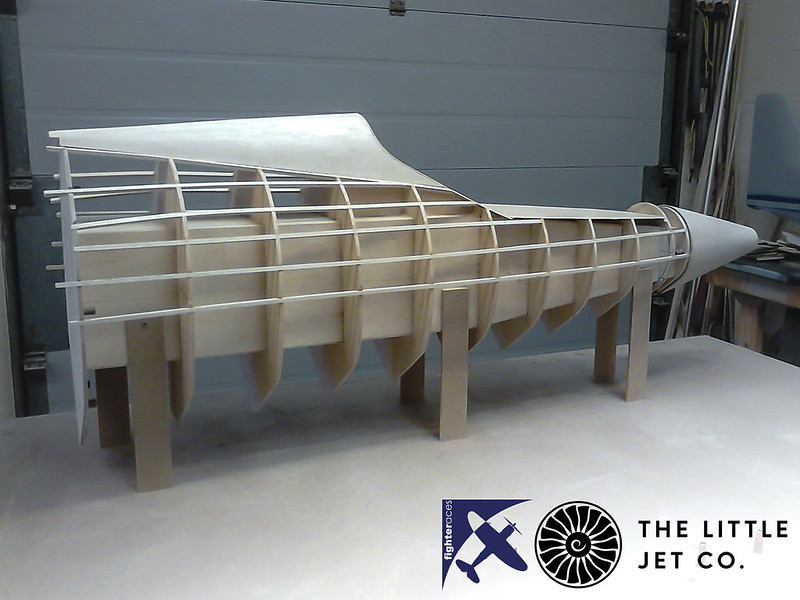
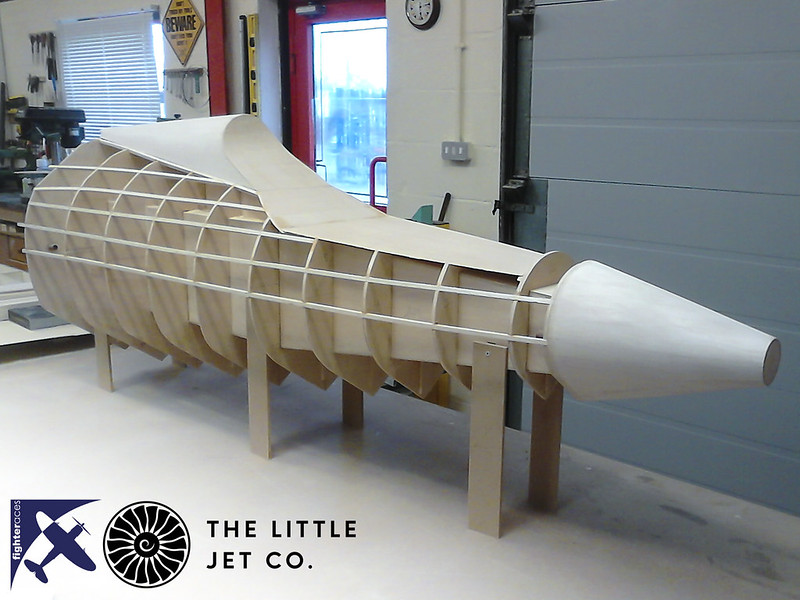
Many scales were discussed and after weighing up all the options we enthusiastically went with 1/4 scale which makes the model over 4 meters (157 inches) in length and 2.5 meters (98 inches) in span.
Helped along with a suitable budget it was decided that the model’s scale fidelity be put before all other considerations. So everything from this point is done to achieve that goal regardless of the more traditional constraints to such a project. This is probably as far from a traditionally built model as one could get.
The models whole philosophy dictates a different approach to its creation. There are seven companies and hundreds of people involved in it’s design and fabrication. All the companies are based here in the UK which was important to us and range from small businesses to multi million pound engineering firms. Parts being built alongside orders for Aston Martin and the top Formula One teams is really exciting. Its been a real privilege meeting the various companies around the UK and to see people so excited and engaged with the project is heartening. Although they do often add they think we are completely insane... which I think is part of their attraction.
The further along we get the more confident I become at this projects eventual success but there is still a risk over and above a ground based scratch build. To discard this or not be honest with ones self would be foolish. With this in mind our approach to everything is with reproduction in mind.
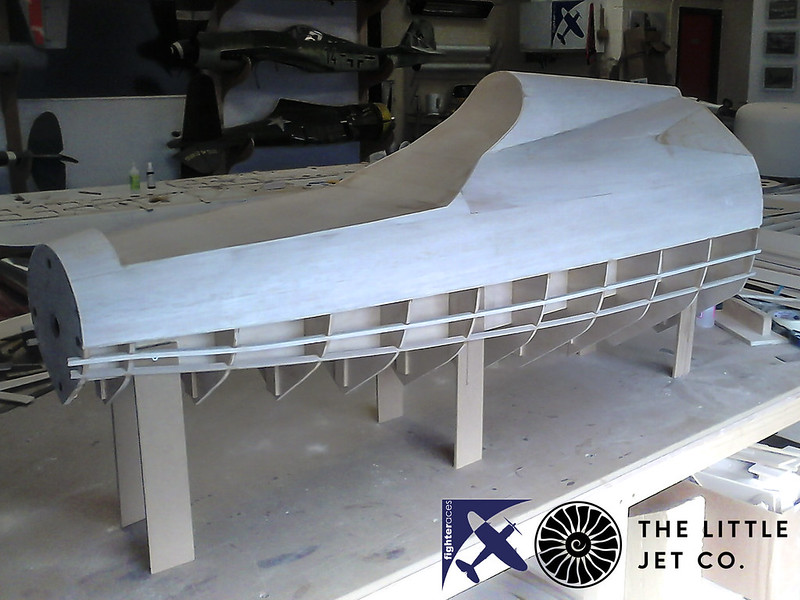
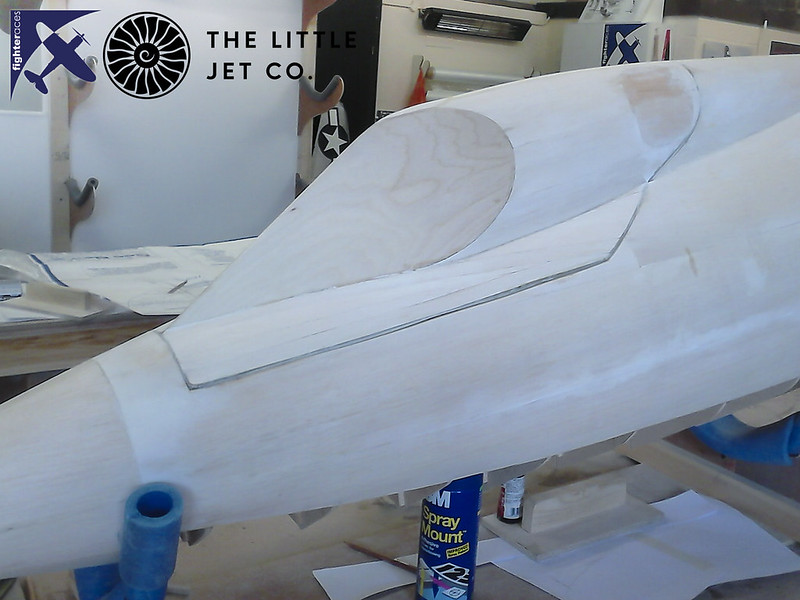
Initially two models will be built, the first a pure prototype whereby we can try our design ideas with the second used for the implementation of the designed solution. Both models will be built concurrently with the obvious need for a slight offset in build stages.
The project has been broken down in five distinct phases. History, Research, Pattern, Model, and Testing.
Many scales were discussed and after weighing up all the options we enthusiastically went with 1/4 scale which makes the model over 4 meters (157 inches) in length and 2.5 meters (98 inches) in span.
Helped along with a suitable budget it was decided that the model’s scale fidelity be put before all other considerations. So everything from this point is done to achieve that goal regardless of the more traditional constraints to such a project. This is probably as far from a traditionally built model as one could get.
The models whole philosophy dictates a different approach to its creation. There are seven companies and hundreds of people involved in it’s design and fabrication. All the companies are based here in the UK which was important to us and range from small businesses to multi million pound engineering firms. Parts being built alongside orders for Aston Martin and the top Formula One teams is really exciting. Its been a real privilege meeting the various companies around the UK and to see people so excited and engaged with the project is heartening. Although they do often add they think we are completely insane... which I think is part of their attraction.
The further along we get the more confident I become at this projects eventual success but there is still a risk over and above a ground based scratch build. To discard this or not be honest with ones self would be foolish. With this in mind our approach to everything is with reproduction in mind.
Initially two models will be built, the first a pure prototype whereby we can try our design ideas with the second used for the implementation of the designed solution. Both models will be built concurrently with the obvious need for a slight offset in build stages.
The project has been broken down in five distinct phases. History, Research, Pattern, Model, and Testing.
Last edited: